1 Overview
The Ningxia Petroleum Commercial Reserve Project, which was built by the Changqing Construction Engineering Office as a general contractor, has 8 tanks of 100,000 square meters. There are 7 tank wall panels that need to be perforated in the first ring wall of the single-storage tank, one of which is 12 600mm×2420mm×32mm, and is provided with oil inlet and outlet, bottoming port and local temperature interface. The heat transfer oil inlet and outlet are connected in parallel; the other 6 sheets are 6300mm×2420mm×32mm, with manhole, oil tank cut-off, agitator port, floating roof drain, sampling port and low liquid level alarm port. Arrangement. Due to the large number of perforated plates, factory prefabrication and overall heat treatment processes are employed.
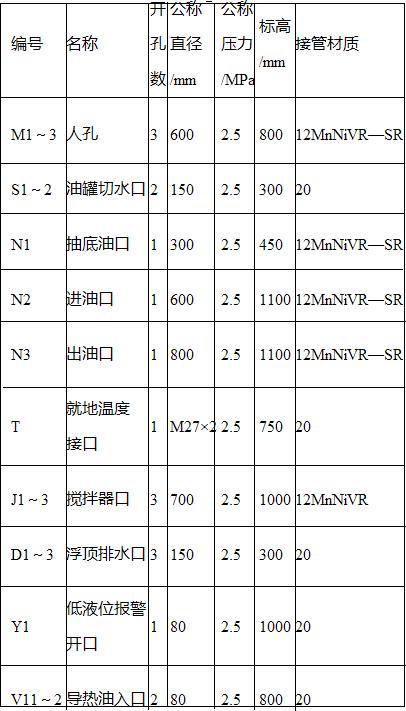
The material of the open hole tank is 12MnNiVR-SR, the nominal diameter is ≥600mm, the take-up pipe needs to be rolled, the pipe material is 12MnNiVR-SR, the nominal diameter is <600mm, and the pipe is 20 seamless steel pipe. The name and specifications of the opening attachment are shown in Table 1.
Table 1 Opening attachment name and specifications
2. Construction technology of the opening wall
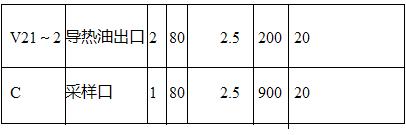
(1) Construction process The construction process is shown in Figure 1.
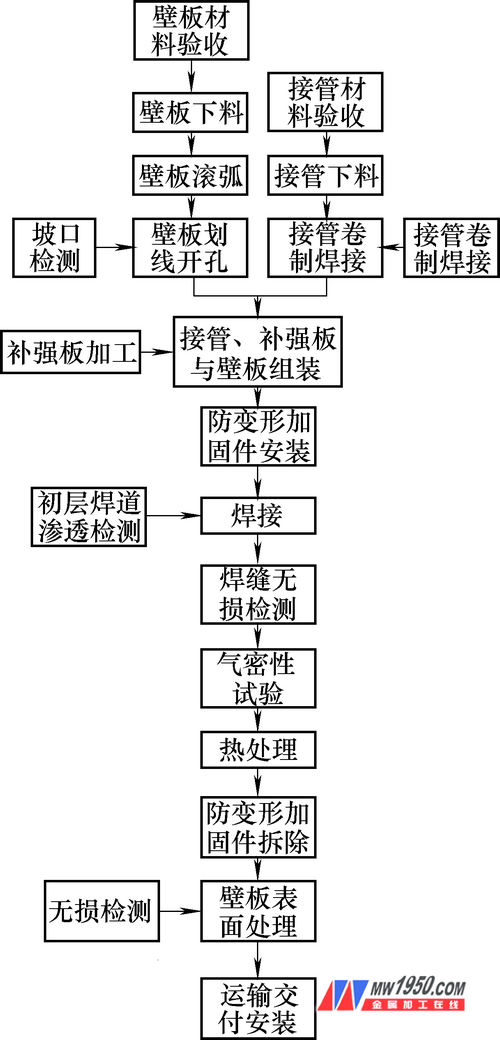
Figure 1 Construction process
(2) Prefabrication of the siding according to the size of the pattern. After the acceptance of the steel plate is accepted, two semi-automatic cutting machines are used to cut the material at the same time in the same direction, so that both sides of the siding are uniformly heated at the same time. The width direction of the wall is cut by a semi-automatic cutting machine, and the groove of the wall is processed by a planer. The size of the slab blanking and the form of the groove shall comply with the requirements of design, construction acceptance specifications and welding procedure qualification. After the wall panel cutting and bevel processing inspection is passed, the arc is rolled by a three-roller rolling machine, and the front end of the wall plate is rolled before the arc is pressed. After the sample is inspected, the arc is rolled again. When the arc is rolled, the radius of curvature of the panel is checked at any time. degree. After rolling, the wall panel is placed on the platform in a free state. In the horizontal direction of the wall panel, an arc shape with the same chord length of 2 m and the arc of the inner wall of the tube wall is checked. The gap is ≤ 3 mm, and the vertical direction is 1 m ruler. Check that the gap is ≤ 1mm. After rolling the arc, the wall is opened and the groove is machined, and the center position deviation of the opening is ≤10 mm. According to the construction drawing, the hole plate is cut into the hole line, and the semi-automatic flame cutting machine is used for opening and cutting the groove. Opening the hole should be done on a dedicated platform, as shown in Figure 2. After the groove is polished, the 100% MT test is performed, and the JB4730-2005 grade I is qualified.

Figure 2 Prefabricated perforated plate
(3) Take-over prefabrication According to the design requirements, the nominal diameter ≥ f600mm takes over the coil, and the pipe material is 12MnNiVR-SR. After the steel plate is rolled and welded, the weld seam shall be 100% ray-tested and tested according to JB4730-2005. The qualified level is qualified.
(4) After the completion of the pipe joint, the reinforcing ring and the wall plate assembly, the joint welding of the take-up pipe, the reinforcing ring and the tank wall plate is performed. Except that all the connecting tubes on the inlet and outlet orifice plates are arranged in parallel so as to be connected to the process pipe connected to the outside of the tank, the joints on the other perforated plates are arranged centripetally. When taking over the assembly, a set of samples is prepared to check whether the center line of the take-over meets the design requirements, and the take-up, wall and reinforcing plates are produced as shown in Fig. 3.
Figure 3: Pipe, wall, and reinforcement plate installation

Figure 4 Anti-deformation fixture installation
(5) Anti-deformation fixture installation The connection pipe at the reinforcement ring is easily deformed during the welding process. In order to prevent the welding deformation of the tank wall, anti-deformation measures should be taken. The rigidity is fixed around the wall of the tank, the thickness of the reinforcing plate is ≥20mm, the width of the string is ≥200mm, and the length of the string is ≥2000mm. For the opening ≥ f100mm or more, the reinforcement measures shown in Fig. 4 shall be adopted; the double-sided intermittent welding of the reinforced chord shall be used. The welding consumables must be the same as the welding consumables used for the welding of the siding. The reinforced plates must be installed before welding. For the opening <f100mm, no rigid fixing measures can be taken.
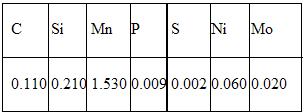
(6) Welding tank wall material 12MnNiVR, the composition of which is shown in Table 2. The welding material of 12MnNiVR and 12MnNiVR is welded with LB-62UL welding rod produced by Kobelco, Japan. The main components of the welding rod are shown in Table 3.
Table 2 Chemical composition (mass fraction) of 12MnNiVR steel plate (%)
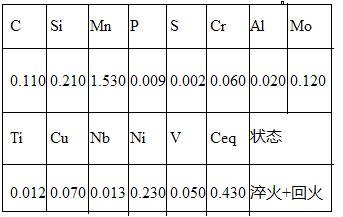
Table 3 Chemical composition of welding consumables (mass fraction) (%)
For more information on this article, please see the contents of the fourth issue of Metalworking (Hot Processing) 2013.
PVC High Speed Door are designed for indoor use and ensure rapid handling operations between different areas that should remain separated. These safe and efficient industrial doors are made of a shaped steel frame and covered with PVC. These high speed doors are safe and efficient and consist of a shaped steel frame covered with PVC. Safety is ensured by their photocells and barriers.
High speed doors protect us from harm, save energy and help us to separate processes for optimal productivity. A high speed door's most important job is to simply open and close quickly and safely every time you need it.
The high speed pvc roll shutter door require high strains, caused by the high operating speed and the frequency of openings, have to be taken into account during construction. In the same way, basic conditions like size and installation location add up to considerable requirements regarding safety and control technique.
PVC High Speed Door,Large PVC High Speed Door,Transparent High Speed Door,Great Performance High Speed Door
Shenzhen Hongfa Automatic Door Co., Ltd. , https://www.hfgaragedoor.com