1. Equipment overview
The CO 2 primary tower is one of the important equipments in the purification section of the methanol plant. Its sieve tray tower with a diameter of 2600 mm was put into operation in December 2007. During the parking maintenance period in March 2009, it was found that there were many weld inlet pipe positions. Corrosion leaks, as shown in Figure 1, need to be repaired immediately.
(1) Design pressure: 2.3 MPa; design temperature: 150 ° C; material name: shift gas, K 2 CO 3 solution, DETA solution; corrosion margin: 1.0 mm; container category: class II.
(2) Gas inlet pipe material: cylinder body: 16MnR (lined 0Cr18Ni9Ti), δ=20mm; welded pipe: 0Cr18Ni9Ti, specification φ377mm×14mm.

figure 1
2. Cause analysis
(1) Sampling analysis of weld cracks 1 Except for the corroded area, there are no signs of corrosion in other parts, and there is still obvious metallic luster. 2 Partial sampling inspection, the strength and plasticity of the corroded parts have been seriously lost, and cracks appear in cold bending, which is brittle fracture.
(2) According to the above analysis results, local corrosion leakage occurs at the weld of the gas inlet pipe, mainly due to improper control of the welding process, causing high temperature delta ferrite, carbide, etc. to be deposited in the welded joint, which occurs under the action of corrosive medium. Caused by local intergranular corrosion. The mechanism is as follows:
Firstly, in the rapid cooling of the weld, the alloying elements are too late to diffuse, and segregation occurs. In the region where the content of Cr, Ti (ferrite) is high and the content of Ni and C is low, the formation of δ ferrite is promoted. . The increase in the amount of δ ferrite at high temperatures inevitably leads to an increase in the amount of δ ferrite in the weld at room temperature. The physicochemical properties of δ ferrite and tempered sorbite in the weld at high temperature are very different. It weakens the intergranular bonding force of the weld metal and reduces the impact toughness of the weld. As the amount of δ ferrite in the weld increases, the impact toughness of the weld decreases.
Second, an increase in the heat input to the weld causes an increase in carbide precipitation, while the carbide itself is hard and brittle, thereby reducing the toughness of the weld metal. When the heat dissipation conditions are the same, the heat input is proportional to t 8/5 (500 to 800 ° C dwell time).
Third, the carbide can only effectively increase the strength of the metal if it is dissolved in the crystal. The precipitation of the carbide will inevitably lead to a decrease in the permanent strength of the metal (high temperature) and a decrease in corrosion resistance. This carbide is generally Cr 23 C 6 and contains a relatively high Cr, so precipitation of chromium carbide along the grain boundary results in a decrease in the Cr concentration in the matrix of the steel surrounding the carbide, forming a so-called "chromium-depleted zone". When the chromium carbide precipitates in a network along the grain boundary, the chromium-depleted zone is also reticulated. The corrosion resistance of the stainless steel is because the steel contains enough chromium to passivate the steel in the medium under the action of the medium. However, the amount of chromium in the chromium-depleted region is insufficient, so that the passivation ability is reduced or even disappeared, and the austenite grains themselves have sufficient passivation (corrosion resistance), so that the network is poor in the vicinity of the grain boundary under the action of the corrosive medium. The chromium zone is preferentially dissolved to cause intergranular corrosion.
3. Process measures to prevent intergranular corrosion
(1) Minimize the heat input of the weld pool, minimize the residence time of the welded joint in the sensitized temperature range, and reduce the influence of the dangerous temperature on the weld.
(2) Adopting a reasonable welding process, adopting welding methods such as heat source concentration, small heat input and rapid cooling to reduce carbide precipitation and avoid overheating of joint structure.
(3) In the construction operation, use narrow welds, multi-layer multi-layer welding, and control the interval of welding time of each weld, and then weld the next weld after the welded part is cooled to room temperature. The welding gun is not allowed to oscillate during the welding process, and the welding gun swing increases the bath temperature and cooling time.
4. Repair measures
(1) Descaling the weld portion of the inlet pipe where defects may occur, and polishing to reveal metallic luster.
(2) Perform a 100% coloring inspection on the parts that may be defective to find out the specific defect location.
(3) For the found weld cracks, use the carbon arc gouging and angle grinder to grind the defect parts, and remove all the defects. The groove form after gouging is shown in Figure 2, and the groove depth depends on the crack condition.
(4) After the crack is polished, the 100% coloring inspection is carried out, and the result conforms to the grade I in JB/T4730.5-2005. After the grinding is qualified, the welding can be repaired.
(5) After the weld joint repair is completed, the 100% coloring test is performed, and the result is in conformity with the grade I in JB/T4730.5-2005.
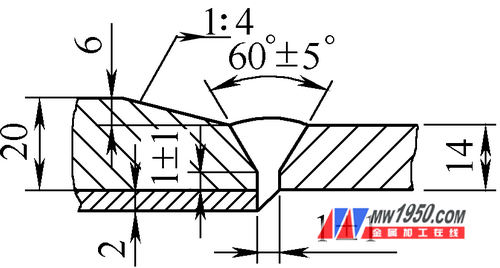
figure 2
5. Preparation before welding
(1) The welding method uses electrode arc welding.
(2) Welder qualification welding welding welders should be employed by the "Welders' Certificate" and have qualifications for welding. It is strictly forbidden to operate without a license.
(3) Welding machine tools ZX7-400ST DC power supply two sets, carbon arc gouging tools, angle grinders, throwing hammers, wire brushes (wheels), etc.
(4) When the welding power supply electrode is arc welding, the DC is reversed.
(5) Welding material 16MnR+0Cr18Ni9Ti, 0Cr18Ni9Ti using welding consumables as shown in Table 1. After the electrode is dried according to the specified temperature, the insulation tube is placed at 100 ° C for heat preservation, and it can be used as needed.
Table 1

6. Safety measures
(1) Personnel entering the site must be certified to work, wear various protective gears as required, strictly implement the relevant analytical procedures and various ticket handling systems, and the construction in charge must have safety program measures.
(2) All electrical equipment wiring standards, always use air automatic protection switch and grounding protection, put the welding machine in a safe position, do a good job of safe operation of the welding machine.
(3) The electric welding wire and ground wire should be intact and not damaged. It is strictly forbidden to use wire rope as the ground wire or ground wire to damage the wire rope. The ground wire during construction should be connected to the weldment.
7. Welding process
(1) Welding power supply debugging: After the welding equipment is connected, the welding parameters such as welding current are debugged on the prepared test board. Welding can only be carried out after the test weld has been confirmed.
(2) After disposing the defective parts according to the above requirements, use an angle grinder to clean the welded joints, and grind the groove as shown in Figure 2. The groove angle is 60 ° ± 5 °, the welding surface should be kept flat, and the coloring inspection is not allowed. There are defects such as cracks, delamination, and inclusions. When welding, use an angle grinder to clean the range of 30mm on both sides of the welded part, and there shall be no water, oil, rust, slag and other harmful impurities.
(3) Electrode arc welding parameters are shown in Table 2.
Table 2

Note: When welding upright and vertical, the welding current should be reduced by 10%.
(4) During the welding process, it is strictly forbidden to ignite the arc on the surface of the layer to be tested and test the current. During the welding process, the quality of the joint and the arc should be paid attention to. When the arc is closed, the molten pool should be filled.
(5) It is required to use a short-arc welding operation process with small current, fast welding and no swing. The interlayer temperature is strictly controlled below 60 °C, that is, the hand is not hot.
(6) For each weld, weld the hammer immediately after welding to eliminate the welding stress, but the first layer and the cover layer shall not be hammered.
(7) When welding the remaining weld bead, the upper weld bead should be inspected. If the defect is found, the grinder should be used to remove the defect and then re-welded according to the original process requirements. Welds that are still unqualified by re-suppression welding shall be repaired only after approval by the technical person in charge; welding shall be continued only after the welds have passed the self-inspection.
(8) Welds shall be removed immediately after welding, and the surface of the weld shall be cleaned and the appearance of the weld shall be checked.
(9) After the appearance inspection is passed, the X-ray inspection is performed to repair the leaky weld seam, and the flaw detection ratio is 100%. The result is in conformity with the grade I in JB/T4730-2005.
8. Conclusion
Due to the correct analysis of the cause of corrosion leakage, the welding process measures are properly used. The repaired CO 2 primary tower is operating normally. There is no leakage problem in the gas inlet pipe for more than one year, thus ensuring the safety, stability and long-term operation of the device.
Dish Rack,dish drying rack,kitchen dish rack,dish drainer rack,dish rack sink,etc. The materials used are 304 stainless steel, easy to clean, never rust!
China Kichen Rack,Sink Grid,Stainless Mesh Storage Baskets,Kitchen Wire Storage, we offered that you can trust. Welcome to do business with us.
Kichen Rack is made of high quality 304 stainless steel, This kind of material steel luxury, never rust, resist corruption, easily clean, safe, healthy and durable. Prevent rust or chemicals from contaminating food and damaging health
Kitchen Dish Rack,Dish draining Rack,Dish Rack Sink,2 tier Dish Rack
Shenzhen Lanejoy Technology Co.,LTD , https://www.brassinsert.net